● CYCL.MES 拡張入力項目設定
CYCL.MES の固定サイクルコンボボックス設定の後でサイクル単位で拡張入力を設定で きるようにしました
:ITEM{MC83}
{初回切り込み}
{初回送り速度}
項目は4つまで登録出来ます LOCAL(1,2,22) から LOCAL(1,2,25) まで
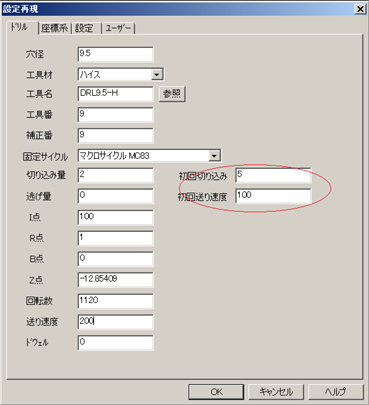
追加項目は固定サイクルを選択したときに切り替わります
(追加項目の入力値は空白になります)
● CYCL.MES 拡張入力項目設定
CYCL.MES の固定サイクルコンボボックス設定の後でサイクル単位で拡張入力を設定で きるようにしました
:ITEM{MC83}
{初回切り込み}
{初回送り速度}
項目は4つまで登録出来ます LOCAL(1,2,22) から LOCAL(1,2,25) まで
追加項目は固定サイクルを選択したときに切り替わります
(追加項目の入力値は空白になります)
● FANUC_M.PST + NONCYCL2.PST は固定サイクルと混在して使用するポスト用
CYCL.MESでプルダウンメニューを作り使用します
CYCL.MESとFANUC_M.PSTは機種別ホルダーへ入れ、NONCYCL2.PSTは機種依存が
ないので MACHINE ホルダーへ入れ他の機種と共有します
NONCYCLのパスはFANUC__M.PST内で INCLUDE文を使用して指定します
● FANUC_M_NONCYCL.PST は固定サイクルを使わないポスト用
NONCYCLは各穴位置ごとにZの動作を行うのでサブプロ設定にすると穴位置をサブ化
し共有するため同じ動作を繰り返してしまう問題がありました。CYCL.MESを使用した場
合は/SUBOFF設定で強制的にOFFにしますがCYCL.MESを使用しない従来型の場合
輪郭・領域などの加工と混在するとサブプロ設定を意識する必要がありました
今回のバージョンでVAR NONCYCL_MODE変数の設定で同じ穴位置でも別のサブプロ
に分けて出力するようにしました。(但しデータ量は増えます)
○NONCYCL部のサブ化
NcEditBlocを使用しZの動きをサブプロにしました
N4(DRL01-H T1 ランダムな穴 6 0:00:34)
N0056 G90G54G00X-108.409Y80.908
N0057 G43Z50.H01
N0058 S11500M03
N0059 M08
N0060 G00X-108.409Y80.908
N0061 Z1.
N0062 G01Z-2.F350.
N0063 G00Z1.
N0064 Z-1.
N0065 G01Z-5.
N0066 G00Z1.
N0067 Z-4.
N0068 G01Z-8.
N0069 G00Z1.
N0070 Z-7.
N0071 G01Z-10.3
N0072 G00Z1.
N0073 G00X-28.25Y75.267
N0074 Z1.
N0075 G01Z-2.F350.
N0076 G00Z1.
N0077 Z-1.
N0078 G01Z-5.
N0079 G00Z1.
N0080 Z-4.
N0081 G01Z-8.
N0082 G00Z1.
N0083 Z-7.
N0084 G01Z-10.3
N0085 G00Z1.
N4(DRL01-H T1 ランダムな穴 6 0:00:34)
N0056 G90G54G00X-108.409Y80.908
N0057 G43Z50.H01
N0058 S11500M03
N0059 M08
N0060 G00X-108.409Y80.908
N0061 M98 P2000
N0062 G00X-28.25Y75.267
N0063 M98 P2000
N0064 G00X38.844Y47.064
N0065 M98 P2000
N0066 G00X-26.837Y16.746
N0067 M98 P2000
N0068 X-26.838
N0069 G00X-68.506Y-42.481
N0070 M98 P2000
N0071 G00X40.963Y-54.82
N0072 M98 P2000
O2000
N0194 Z1.
N0195 G01Z-2.F350.
N0196 G00Z1.
N0197 Z-1.
N0198 G01Z-5.
N0199 G00Z1.
N0200 Z-4.
N0201 G01Z-8.
N0202 G00Z1.
N0203 Z-7.
N0204 G01Z-10.3
N0205 G00Z1.
N0206 M99
○ NONCYCL部のサブプロは通常システムが作るサブプロとは別でポスト上で作り出したもの
です。システムのサブ番号と重複しないように
VAR NONCYCL_SUB_TOP = SUBNUMBER+1000 とシステムのサブ番号に+1000
を足した番号を使用しています